ASC: Управление литейным производством
Программная система предназначена для автоматизации подготовки и управления процессами
плавки и литья на предприятиях черной металлургии. Система используется в качестве
вспомогательного инструмента на всех этапах жизненного цикла производства отливок,
в том числе производит расчет компонентного состава жидкого сплава.
Основные функции системы
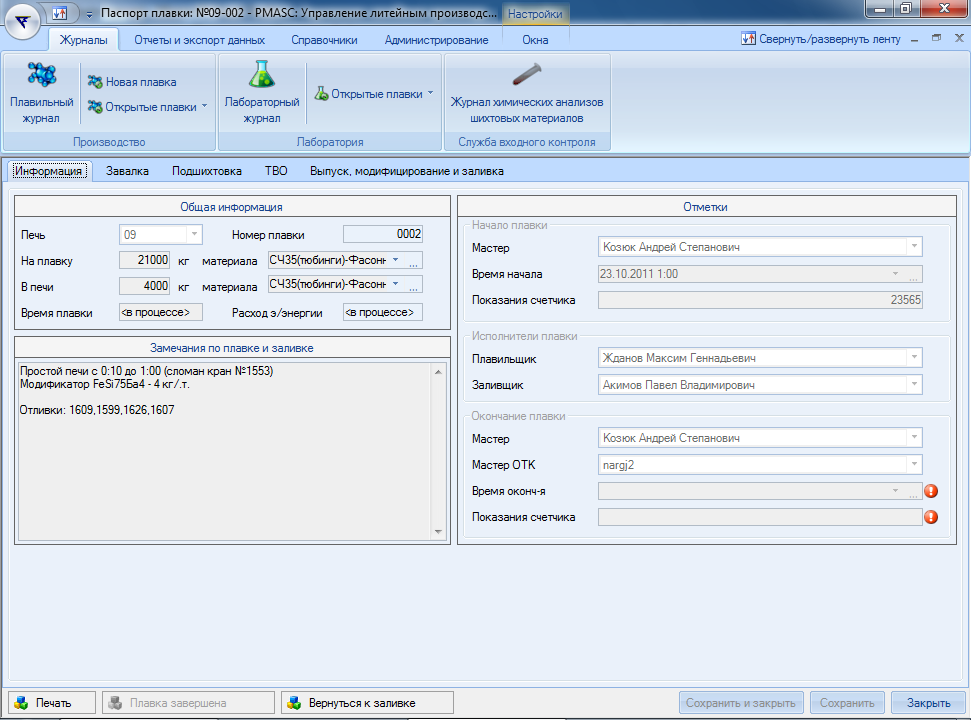
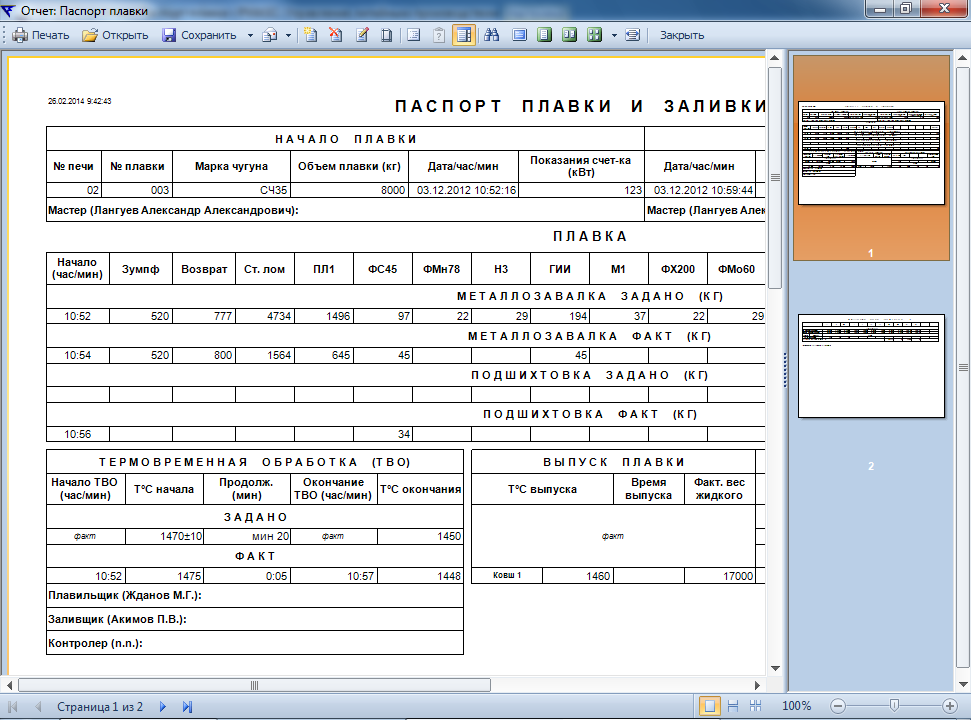
Центральным документом системы является «Паспорт плавки». В паспорте плавки находят
отражение все этапы изготовления отливок:
-
Подготовка плавки
Перед началом очередного производственного цикла создается паспорт плавки. В паспорте
указывается плавильная печь, требуемый сплав, показания счетчика, отмечается время
начала и ответственные за плавку лица. Система сама определяет состояние выбранной
печи (остаток и состав сплава) на основании предыдущего паспорта плавки.
-
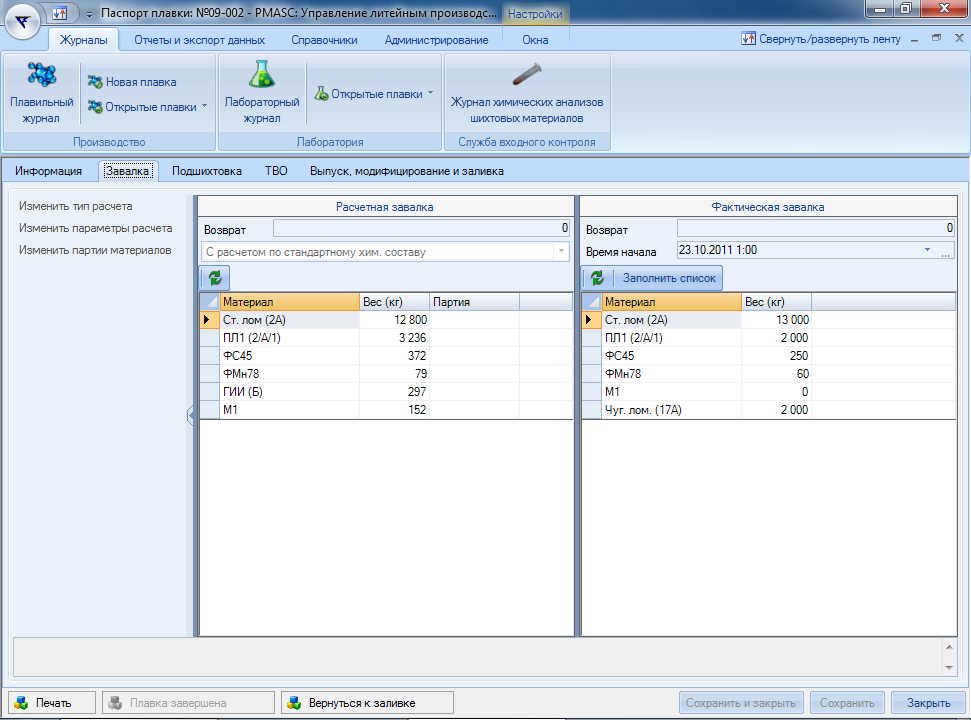
Первичная металлозавалка
В системе предусмотрены 3 варианта автоматизированного расчета первичной металлозаватки:
- «без расчета»: в этом случае доли содержания шихтовых материалов берутся по введенным
нормам для указанного сплава;
- «по нормативному химическому составу»: производится расчет веса каждого из шихтовых
материалов для получения требуемого сплава; химический состав шихтовых материалов
берется по нормам;
- «по реальному химическому составу»: производится расчет веса каждого из шихтовых
материалов для получения требуемого сплава; берется реальный химический состав шихтовых
материалов, на основании химического анализа сырья на предприятии;
-
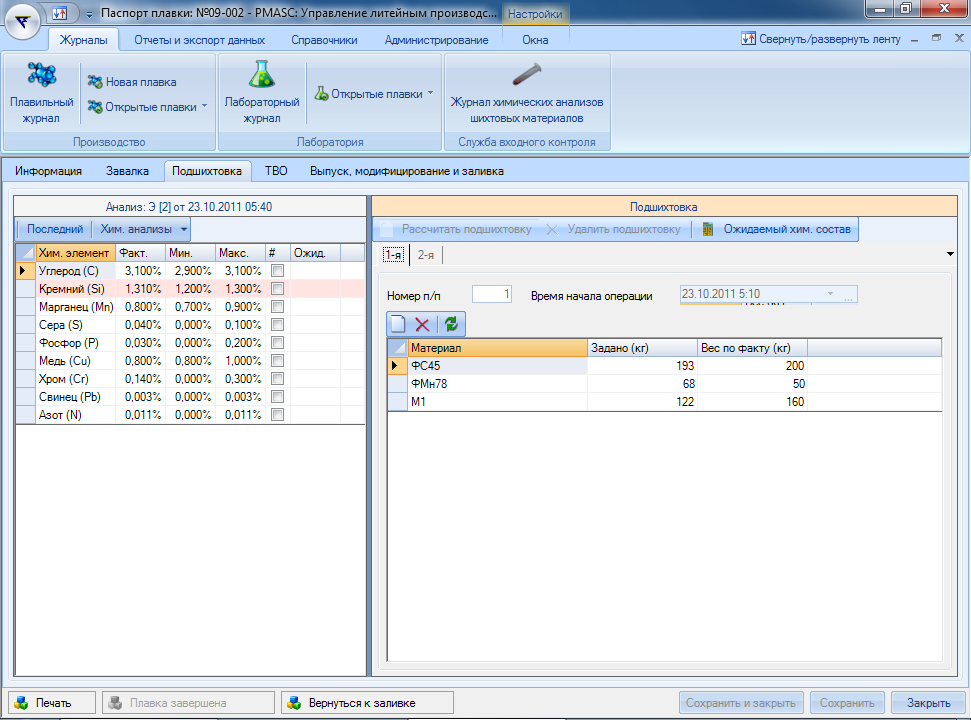
Подшихтовка
На основании данных лабораторных анализов система рассчитывает параметры подшихтовки
сплава в печи. При подшихтовке дополняется/снижается до норм содержание основных
химических элементов и сокращается содержание вредных веществ.
-
Термовременная обработка (ТВО)
В случае необходимости по технологическим нормам проведения ТВО, фактические параметры
ее проведения также отражаются в паспорте плавки.
-
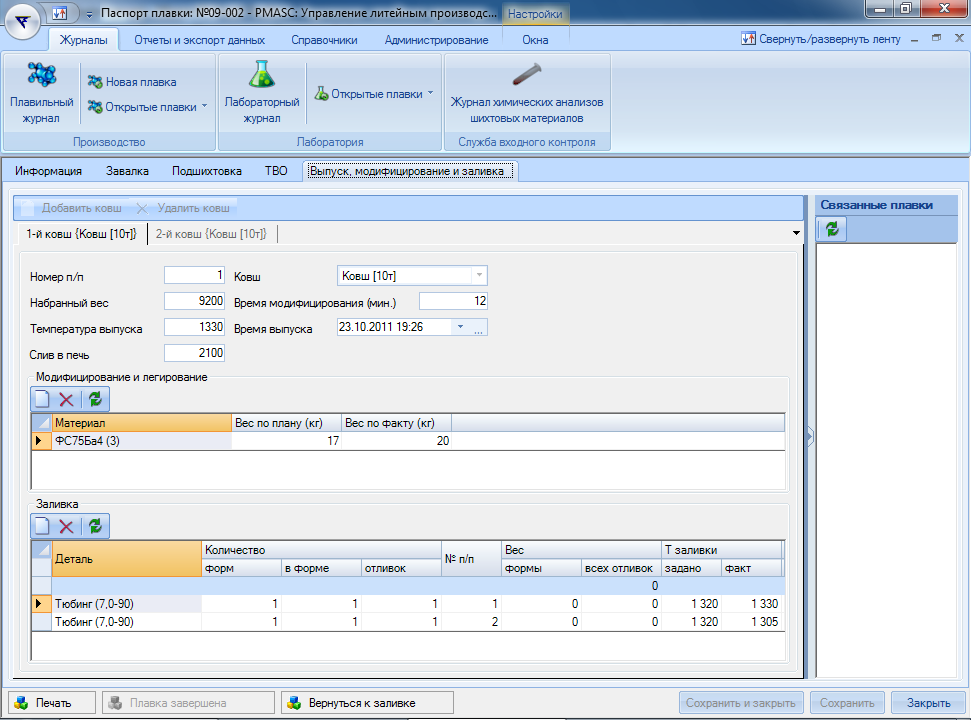
Выпуск, модифицирование и заливка
После приготовления расплава в паспорт вносится информация по разливу жидкого по
ковшам: набранный вес, время модифицирования, температура выпуска и т.д. Система
подсказывает литейщику материалы и параметры для модификации сплава в ковше, позволяет
мастеру составить план заливки отливок для заливщика.
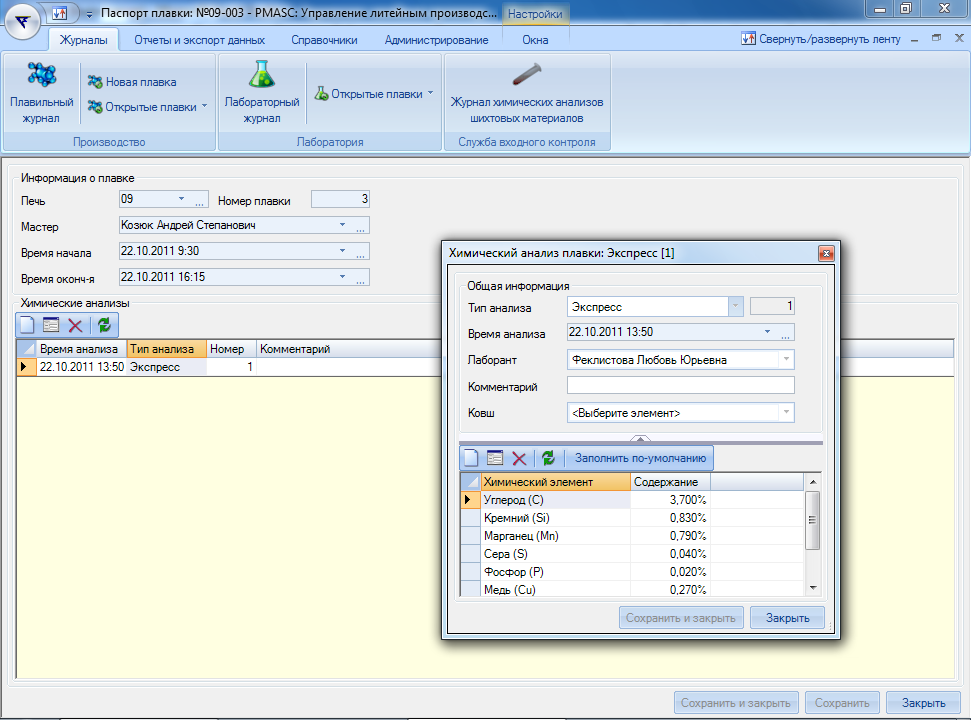
Помимо журнала паспортов плавки в системе ведется лабораторный журнал и журнал химических
анализов шихтовых материалов. Лабораторный журнал используется для внесения результатов
химических анализов сплавов по текущим плавкам. Информация о химических анализах
автоматически ассоциируется системой с паспортом плавки для расчета на ее основе
параметров подшихтовки. Также в системе реализована система оповещений о новых химических
анализах, чтобы мастер максимально быстро мог переходить от первичной металлозавалки
к подшихтовке и от подшихтовки к розливу жидкого сплава.
После завершения плавки и внесения всей необходимой информации паспорт плавки может
быть выведен на печать в виде структурированной, удобной для анализа форме.
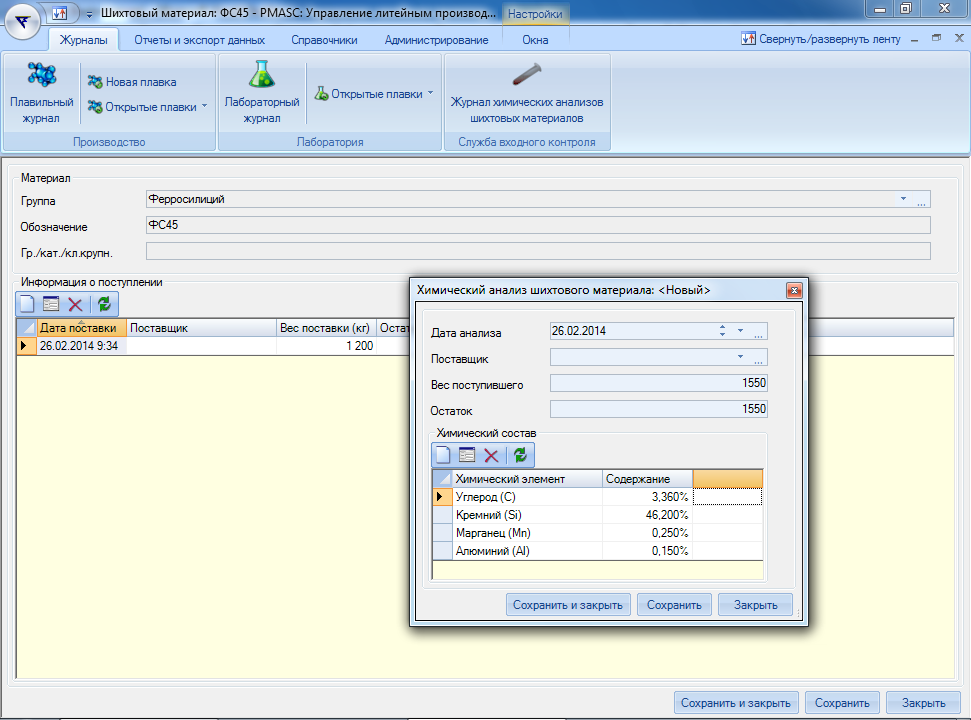
Журнал химических анализов шихтовых материалов предназначен для внесения информации
о поступлении партий сырья, с указанием его реального химического состава. Эта информация
в дальнейшем может использоваться при расчете параметров первичной металлозавалки
для повышения точности этого расчета.
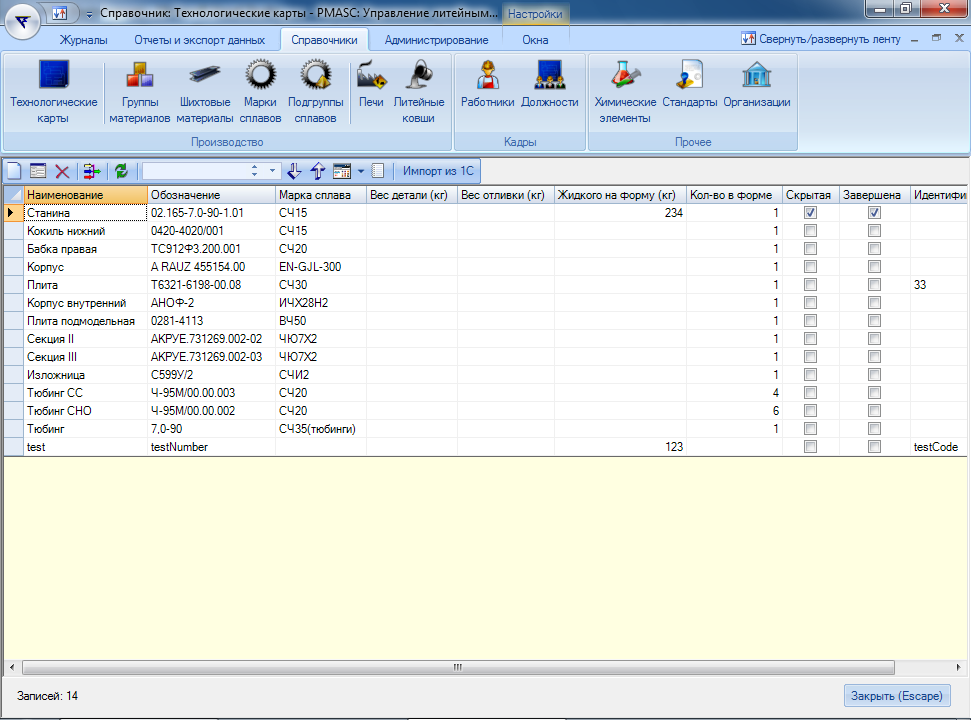
Вся вспомогательная информация, необходимая для работы системы, разбита по справочникам,
имеющим унифицированный интерфейс и набор функций. В системе предусмотрены следующие
виды справочников:
- «Технологические карты»: параметры изготавливаемых отливок.
- «Группы материалов»: группы шихтовых материалов.
- «Шихтовые материалы»: используемые шихтовые материалы и их нормативный химический
состав.
- «Марки сплавов»: изготавливаемые на производстве сплавы с указанием параметров их
приготовления: ТВО, модифицирование, легирование, нормативный химический состав
до и после модификации.
- «Подгруппы сплавов»: набор типовых завалок для внесенных в систему марок сплавов.
- «Печи»: имеющиеся на производстве литейные печи.
- «Литейные ковши»: имеющиеся на производстве разливочные ковши.
- «Работники»: список работников предприятия с указанием должности.
- «Должности»: распределяемые на предприятии должности.
- «Химические элементы»: параметры химических элементов (коэффициент усвоения, корректирующая
добавка и т.д.).
- «Стандарты»: список стандартов материалов и сплавов.
- «Организации»: список сторонних организаций-партнеров.
Для анализа работы производства в системе предусмотрен ряд отчетов. Необходимая
информация (в частности, по залитым деталям) может быть выгружена в сторонние информационные
системы.
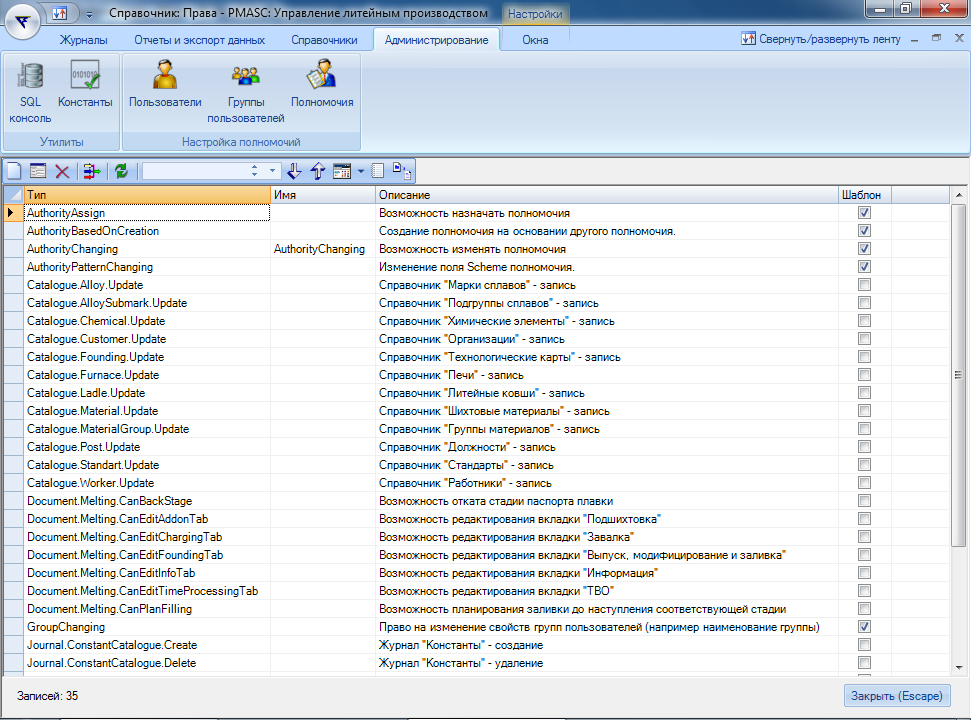
Помимо основного функционала в системе реализованы функции администрирования для
обеспечения возможности текущего сопровождения системы без привлечения разработчиков.
Администраторские функции включают в себя прямой доступ к базе данных, настройку
используемых констант, регистрацию пользователей и разделение полномочий между группами
пользователей.
Результаты внедрения
Внедрение системы «PMASC: Управление литейным производством» позволяет упорядочить
процесс производства отливок на предприятиях черной металлургии. Система помогает
работниками предприятия на всех этапах жизненного цикла изготовления отливок. Встроенные
алгоритмы расчета металлозавалки позволяют повысить качество приготовляемого сплава,
качество конечной продукции и значительно сократить производственные издержки за
счет сокращения числа подшихтовок. Работа плавильного и лабораторного участков в
единой информационной среде позволяет оптимизировать процесс обмена информацией
о лабораторных анализах и переданных на анализ образцах, что позволяет до минимума
сократить время простоя сплава в печи, а значит уменьшить жизненный цикл плавки
и расход электроэнергии.
Контакты
Косицын Дмитрий Петрович - Зам. директора Центра, к.т.н.
Email: kositsyn@psu.karelia.ru
Тел.: (8142) 71 32 22
Моб.: +7 9217 263685
Шабаев Антон Игоревич - Директор Центра, к.т.н.
Email: ashabaev@psu.karelia.ru
Тел.: (8142) 71 32 10
Моб.: +7 911 402 9651
Свидетельство об отраслевой регистрации разработки
На программу "Автоматизированная система управления литейным производством" имеется
Свидетельство об отраслевой регистрации разработки Отраслевого фонда алгоритмов
и программ Федерального агентства по образованию Российской Федерации.

|